Silicone has many properties that make it an excellent choice for industries including electronics, automobile, automation, food, household goods and leisure. These characteristics include excellent electrical properties, great chemical stability as well as heat resistance, and flame retardancy. Silicone is known for its elasticity, compressibility, and resistance to cold. Here are some of the properties and their applications.
Electrical insulation
Silicone has applications for use in electrical insulation. It can withstand a range of temperatures and can be immersed in water without compromising the insulation. These properties make it ideal for high-voltage applications.
Electrical conductivity
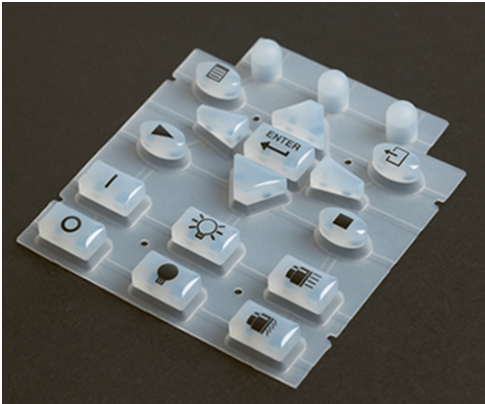
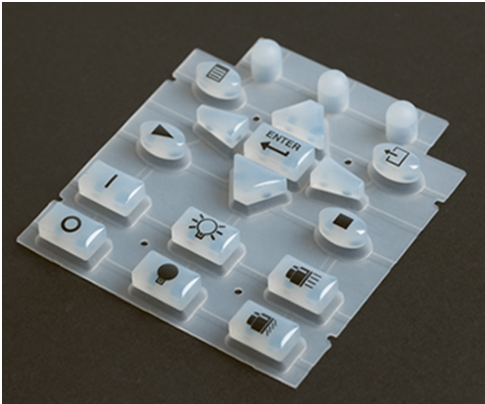
Conductive silicones containing carbon can conduct electricity. They are used in keyboards as contact points and as components in heaters.
Temperature extremes
Silicone withstands temperature extremes more than other rubber polymers. When used at 150 degrees Celsius, there will be no changes in its properties. The higher the temperature, the more restricted the time frame up to and over 350 degrees. Silicone can be used at temperatures as low as -70 without embrittlement, whereas organic rubbers can only manage -30.
Silicone can also be exposed to wind, rain and UV rays, and it can be immersed in water for long periods of time without degradation. Steam pressure can be used up to 150 degrees, making it suitable for the food manufacturing industry, including butchers and dairies. Silicone Hose Manufacturer industry supply hoses such as https://www.goodflexrubber.com/pages/silicone-hose-manufacture to many industries thanks to the versatility of this product.
Chemical resistance
Silicone is renowned for its chemical resistance, including oil at high temperatures. It is unaffected by exposure to alcohol and alkaline substances, diluted acids and bases. It can potentially swell in some circumstances but will not deteriorate or dissolve. Its resistance to chemicals makes silicone suitable for use in the human body.
Flame retardancy
Silicone doesn’t easily ignite when exposed to a flame. Therefore, it has many applications where flame retardation is required. Additional chemicals enhance the product to make it actively retardant. For this reason, it is used in office equipment, electronics and closed spaces where required.
Radiation resistance
Due to its radiation resistance, silicone is used in applications where this is required. More resistant than standard rubbers, silicone is used for the cables and connectors in nuclear power plants where heat resistance, chemical resistance, and flame retardancy work together.

